
Hrilhfiahna:
Kan Tinned Brass EDM Wire hian busbar electroplating leh post-drawing stretching ang chi technology hmangin, galvanized layer thickness consistency chu a control tha hle a, electrical processing performance a tichak a, presision cutting efficiency pawh 10% aia tam a tipung(Internationally advanced)
A thatna te: 1.1.
• Tensile chakna nghet tak.
• Winding dik tak.
• Coating layer thickness nghet tak.
• Gas evolution tlem ber.
• Coating layer-a adhesion sang-intensitive tak
Chauhna chakna: 1.1.
The Tinned Brass EDM Wire fatigue Fracture awm lovin cycle engemaw zat tuar thei stress sang ber chu fatigue strength hi a ni. Copper alloy-a standard fatigue strength chu cycle 100000000 a nih thu an sawi
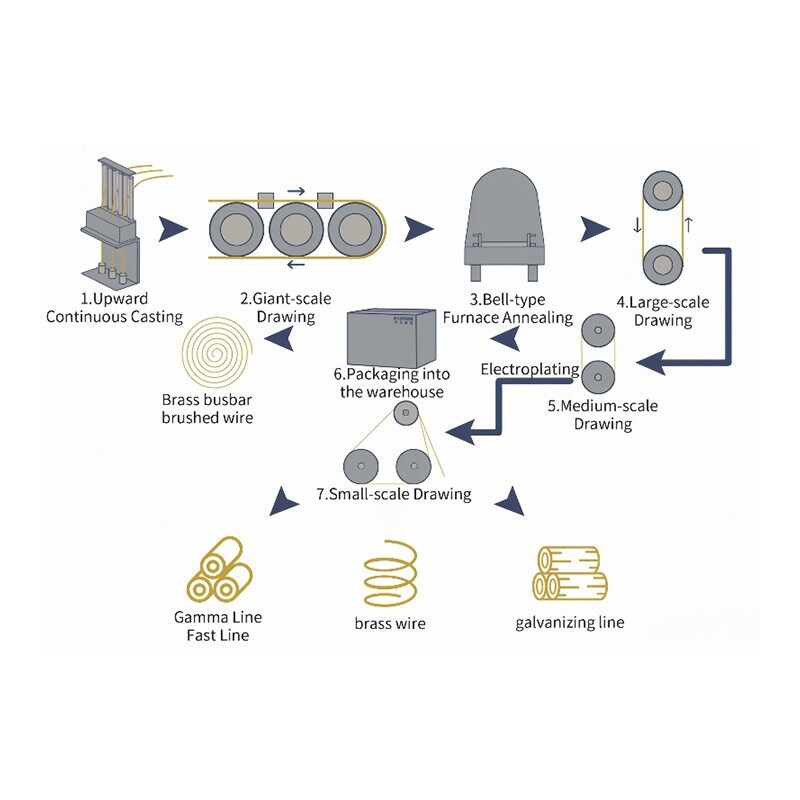
KSPARK-in Tinned Brass EDM Wire a siam chhuah dan:
Ingot atanga finished product thlenga brass wire siam chhuah leh processing flow ber:

Technical lama thil neihte: 1.1.
|
Thilsiam |
Diameter a ni |
Tensile chakna a ni |
Elongation tih hi a ni |
Coating layer thickness a ni |
Gas evolution atanga lo chhuak a ni |
|
Tinned brass wire hmanga siam a ni |
Φ0.9-1.6mm inkar a ni |
450-550MPa thleng a ni |
15-28% |
0.5-2μm |
<150μl/g/day |
Corrosion laka inven theihna
Tinned Brass EDM Wire hian: Aluminium hydroxide, Lime, Dry carbon tetrachloride, Hydrogen, Oxygen te a do tha hle. A laka invenna tlangpui: Thau acid, Potassium hydroxide, Sodium bicarbonate, Ethyl chloride, Organic acid. "Dezincification" leh "stress corrosion cracking" te a awm fo thin.






